Uvedení nové výrobní linky do provozu
vyžadovalo od technických odborníků ve společnosti Magna vysokou kreativitu:
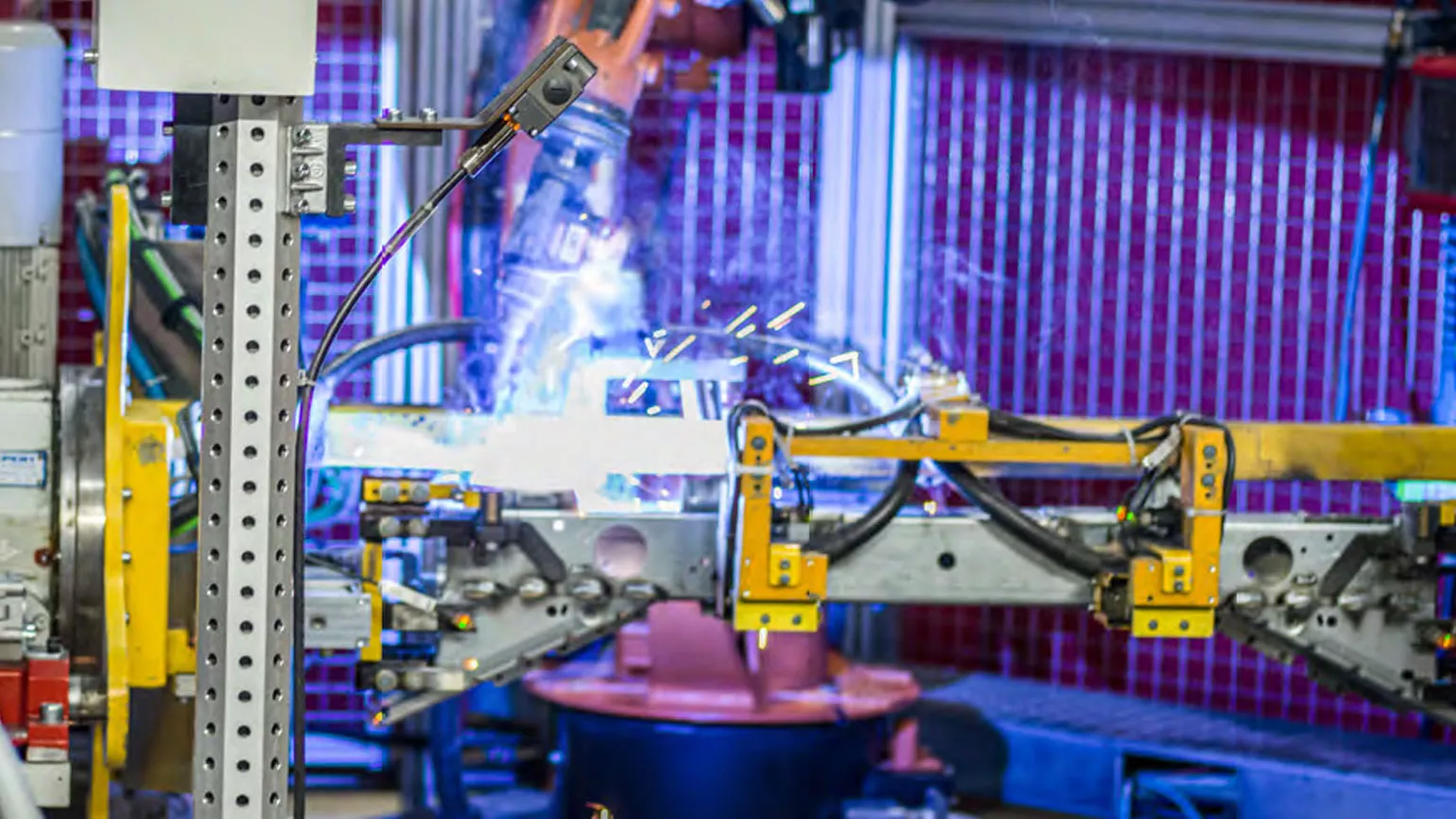
Než mohla být spuštěna sériová výroba, měli pověření externí systémoví
integrátoři za úkol zajistit transport dílů pomocí nejmodernějších robotických
systémů do předem naprogramované svařovací polohy. Ale dosáhnout přesné polohy
hrany plechu, což je při svařování nezbytné, se ještě v předsériové výrobě
ukázalo jako velká výzva. Zodpovědným pracovníkům ve společnosti Magna bylo
jasné, že právě u tenkých plechů je stoprocentní přesnost v technice
spojování naprosto nezbytná. Než tedy mohla z pásu začít sjíždět vozidla
pro zákazníky, bylo nutné zajistit dokonalé spojování spodních a vrchních
plechů.
Výrobní
tolerance
„Pracujeme
mimo jiné s průběžným robotickým systémem“, vysvětluje Sonja Schober, vedoucí
týmu spojovací techniky obchodní jednotky Painted Body ve společnosti Magna
Steyr. V tomto případě se kompletní zadní část vozidla neupíná jako obvykle.
Jeden robot, takzvaný drapák GEO, zvedne díl za určené body a přemístí ho
do předem určené pozice. Druhý robot navede svařovací hořák do příslušné
svařovací polohy. A právě tady bylo nutné zajistit přesné dodržování
naplánovaných rozměrů: „Ohledně přesné polohy dílu jsou sice původně stanovené
různé tolerance, ale používané roboty s sebou také nesou specifické toleranční
rozsahy – například u svařovacího robota hovoříme o toleranci osy. Když se
tedy sejdou nejhorší podmínky, to znamená, že tolerance dílu i tolerance robota
se v minusovém nebo plusovém rozsahu plně využijí, může to někdy působit
komplikace,“ pokračuje S. Schober. „Spojovaná hrana může ležet až milimetr před
nebo za polohou stickoutu svařovacího drátu. V důsledku toho zase mohou vznikat
chyby spojení, např. nedostatečný průvar nebo chybějící spojení spodního
a vrchního plechu.“ Werner Karner, vedoucí centra spojovací techniky ve
společnosti Magna Steyr, k tomu dodává: „Kromě toho se v automobilovém průmyslu
většinou používají tenké plechy. Když se svarový šev ocitne úplně vedle, dojde
také rychle k propálení. Dříve než jsme tedy mohli přejít na sériovou
výrobu, museli jsme naše systémy v tomto ohledu optimalizovat.“
Potíže se spojováním se v plně
automatizované technice většinou vyskytnou zcela nepředvídaně. Zajištění
kvality ve výrobě proto vyžaduje celkovou exaktní zkoušku: „Normálně naučíme
robota jeden díl a to pak také funguje. Přesto se může nečekaně objevit
svarový šev, který si opět vyžádá dodatečnou práci. V takovém případě je
potřeba analyzovat, v čem spočívá příčina,“ názorně vysvětluje Marco Miersch,
mechanik údržby ve společnosti Magna Steyr. „V každé výrobě samozřejmě existuje
ještě mnoho dalších příčin, které způsobují nepatrné odchylky, a proto je
bezpodmínečně nutné naplánovat výrobní tolerance předem: Jedná se tedy o
požadovanou, a proto kompenzovanou mechanickou vůli – hovoříme také o vyrovnání
tolerance ve fázi výroby,“ doplňuje S. Schober. „Dimenzovat konstrukci s
nulovou tolerancí je rozhodně nemožné! Proto jsme odkázáni na spolehlivé
vyhledání hrany plechu, respektive detekci rozměrů případných spár. Tak můžeme
předcházet neprovaření při spojování.“
Pro každodenní výrobu to znamená: „Všechny
díly prohlížíme, vzájemně porovnáváme, v případě pochybností naučíme robota
nový průběh každého svarového švu a přizpůsobíme parametrizaci svařovacích
zdrojů,“ potvrzuje postup práce M. Miersch. Abychom zajistili absolutní
přesnost, jsme připraveni akceptovat dodatečné náklady na pracovní dobu
a sílu i případnou vyšší spotřebu materiálu. Tato forma kompletní
kontroly kvality je pro nás jako prémiového výrobce nejvyšší prioritou.“
Kontrola
dílů pomocí optických měřicích systémů
Aby se předešlo neustálým dodatečným pracím v
podobě vizuální kontroly každého jednotlivého kusu a dodatečného ručního
svařování a také zmetkovitosti, musí být před svařováním zajištěna správná
poloha dílů. Možnosti, jak se s touto speciální výzvou robotického svařování
vypořádat, jsou různé. Otázkou ale je, jak řešit konkrétně tento problém v
převážně plně automatizované výrobě vysokého počtu kusů. Ohledně různých
kamerových systémů, které mají robotům umožnit „vidět“ a korigovat polohu, se
W. Karner domnívá: „Hořáky jsou samy o sobě velmi dlouhé. Když se dozadu
ještě umístí kamera, neuvidí dost daleko dopředu. Kromě toho všichni výrobci v
karosárně stojí před stejnou výzvou: Všechno je stále těsnější a zprohýbanější!
Přístupnost je tedy čím dál víc omezená a optické měřicí pomůcky přitom doslova
narážejí na své hranice.“
Společnost Magna však neusiluje jen
o plnění nejvyšších kvalitativních požadavků. Chce stanovit měřítka také
ohledně nejmodernějších výrobních standardů v automobilovém průmyslu. Po
uvedení nové výrobní linky do provozu v roce 2018 chtěl W. Karner jít
novou cestou: „Bylo mi jasné, že automobilové odvětví už dlouhou dobu potřebuje
něco, co podpoří roboty při hledání hran. Na základě naší dlouholeté
a vynikající spolupráce s techniky a vývojáři společnosti Fronius
jsme se zeptali, zda by měli po ruce nějaké řešení. Odpověď přišla zakrátko:
Něco by tu snad bylo…“
 Australia
Australia  中國
中國  香港
香港  India
India  日本
日本  대한민국
대한민국  新加坡
新加坡  ประเทศไทย
ประเทศไทย  Österreich
Österreich  Česká republika
Česká republika
 Danmark
Danmark  Eesti
Eesti  Finland
Finland  France
France  Deutschland
Deutschland  Ελλάδα
Ελλάδα  Italia
Italia  Magyarország
Magyarország  Nederland
Nederland  Norge
Norge  Polska
Polska  Portugal
Portugal  Schweiz
Schweiz  Slovensko
Slovensko  Slovenija
Slovenija  España
España  Sverige
Sverige  Türkiye
Türkiye  Україна
Україна  United Kingdom
United Kingdom  Argentina
Argentina  Brasil
Brasil  Canada
Canada  Chile
Chile  Colombia
Colombia  Costa Rica
Costa Rica  Ecuador
Ecuador  México
México  Panama
Panama  Peru
Peru  Uruquay
Uruquay  USA
USA  Venezuela
Venezuela 
















 Business Unit Perfect Welding
Business Unit Perfect Welding  مصر
مصر
 الأردن
الأردن
 الكويت
الكويت
 لبنان
لبنان
 سلطنة عمان
سلطنة عمان
 دولة قطر
دولة قطر
 المملكة العربية السعودية
المملكة العربية السعودية
 South Africa
South Africa
 الإمارات العربية المتحدة
الإمارات العربية المتحدة